- metal na materyales ng oscar
- hindi kinakalawang na asero na tubo ng oscar
-
mga bahagi ng elevator ng oscar
- malamig na iginuhit na mga riles ng gabay
- machined guide rail
- mataas na bilis ng mga riles ng gabay
- guwang na riles ng gabay
- mga accessory ng guide rail
- mga accessories sa elevator
- kagamitan
- profile ng kumpanya
- relasyon sa negosyo
- sertipikasyon ng negosyo
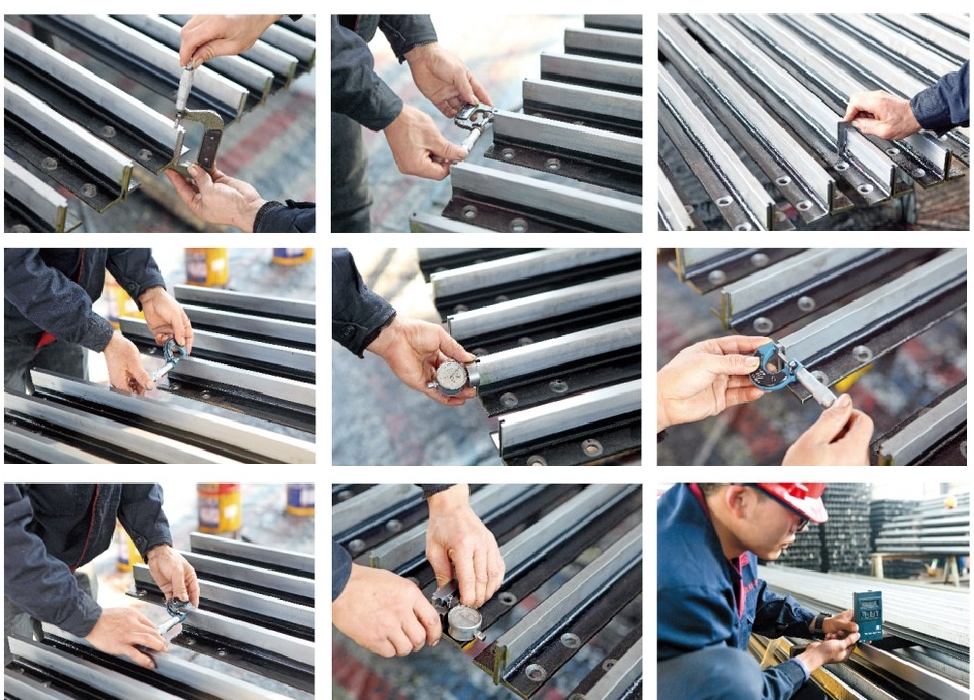
- kontrol sa kalidad
- katiyakan sa serbisyo
- suporta
- makipag-ugnayan sa amin
- metal na materyales ng oscar
- hindi kinakalawang na asero na tubo ng oscar
- mga bahagi ng elevator ng oscar
- relasyon sa negosyo
- sertipikasyon ng negosyo
- kontrol sa kalidad
- katiyakan sa serbisyo
- suporta
English
Indonesia
Hebrew
Czech
india
Georgian
Ukraine
Urdu
Persian
Hungarian
Kazakhstan
Lietuvių
Bangladesh
Uzbek
Vietnam
Arabic
Croatian
Greek
Polish
Turkish
Finnish
Danish
Norwegian
Dutch
Italian
Deutsch
Japanese
France
Russian
Português
Español